ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
| ФРЕЗЫ |
| СВЕРЛА |
| РЕЗЦЫ |
| МЕТЧИКИ |
| ПЛАШКИ |
| РАЗВЕРТКИ |
| ПРОТЯЖКИ |
| ЗЕНКЕРЫ |
| Резание металлов |
| ИЗМЕРЕНИЕ |
Назначение и типы | Оглавление | Метчики
Инструменты для нарезания резьбы
РЕЗЬБОВЫЕ РЕЗЦЫ
Для нарезания резьбы применяют стержневые, призматические и круглые резцы.
Стержневой резец является наиболее простым видом резьбонарезного инструмента. Он представляет собой стержень прямоугольного, квадратного или круглого сечения, который имеет головку. Форма ее соответствует форме профиля нарезаемой резьбы.
У чистовых стержневых резьбовых резцов передний угол ГАММА часто равняется нулю и его передняя плоскость совмещается с осевой плоскостью детали. В этом случае форма режущей кромки резца будет тождественна профилю впадины нарезаемой резьбы в осевом сечении. Однако у твердосплавных резьбовых резцов угол при вершине E делается на 30'—1° меньше угла профиля резьбы. Это объясняется тем, что при скоростном нарезании резьбы наблюдается некоторое разваливание ее профиля. Задний угол на вершине резьбовых резцов АЛЬФА = 8 -:- 15°.
Задние углы на боковых кромках в статическом положении определяются по формуле:
В процессе же нарезания резьбы задние углы на боковых кромках изменяются за счет перемещения режущих кромок по винтовой поверхности относительно заготовки. На одной из боковых кромок задние углы увеличиваются на угол МЮ до АЛЬФА (рис. 160, а), а на другой — уменьшаются до АЛЬФА. Чем больше угол ТАУ подъема нарезаемой резьбы, тем в большей степени наблюдаются колебания величин задних углов на боковых кромках. При малых углах подъема резьбы изменения невелики и при равных статических боковых задних углах боковые режущие кромки находятся почти в одинаковых условиях резания. При нарезании же резьбы с большим углом подъема статические задние углы выбираются различными, чтобы обеспечить равенство задних углов в процессе резания на боковых кромках (рис. 160, б). Однако в этом случае передние углы на одной из боковых кромок будут отрицательными, а на второй -— положительными. Чтобы обеспечить равенство передних углов осуществляют поворот резца вокруг его оси (рис. 160, б) и создают на обеих боковых кромках передние углы, равные нулю. Режущая кромка такого резца, как линия пересечения передней плоскости и винтовой поверхности резьбы, будет криволинейной, что осложняет его проектирование и изготовление.
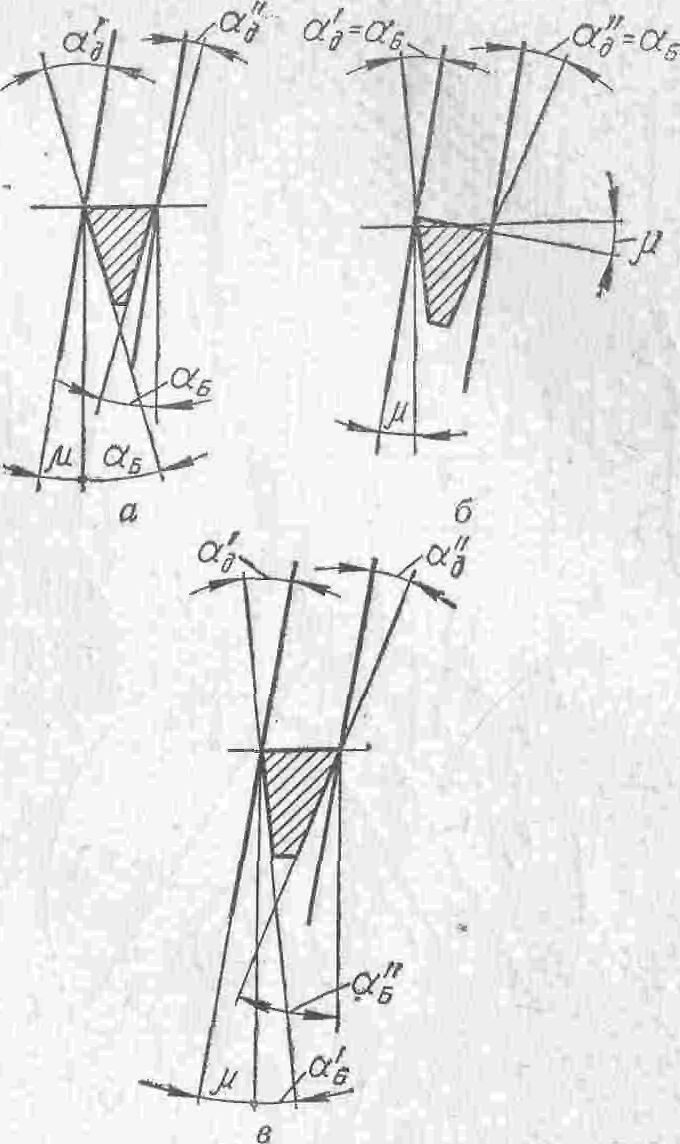
Рис. 160. Геометрия задней поверхности резьбового резца
С целью повышения стойкости инструмента и качества резьбы применяют резьбовые резцы, у которых передняя поверхность выполняется в форме поверхности вращения (рис. 161). Фрезерование и заточка передней поверхности такой формы производятся двуугловой фрезой и шлифовальным кругом, рабочая поверхность которого создается вращением режущей кромки резца вокруг оси круга. Это обеспечивает равномерность фасок на боковых кромках. Резьбовые резцы часто имеют припаянные пластинки твердого сплава. Значительное распространение находят также резьбовые резцы с механическим креплением неперетачиваемых трехгранных пластинок с точно шлифованным профилем (рис. 162). Пластинки имеют образованные при прессовании положительные передние углы на боковых кромках, что приводит к снижению усилий резания, повышению точности резьбы и увеличению стойкости инструмента.
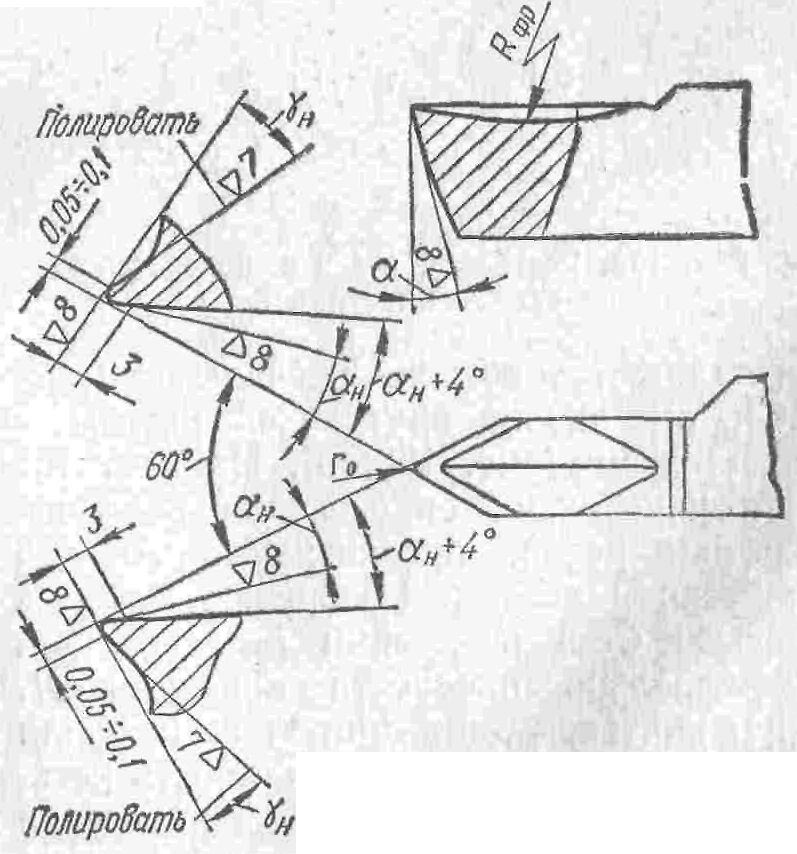
Рис. 161. Резец с передней поверхностью вращения
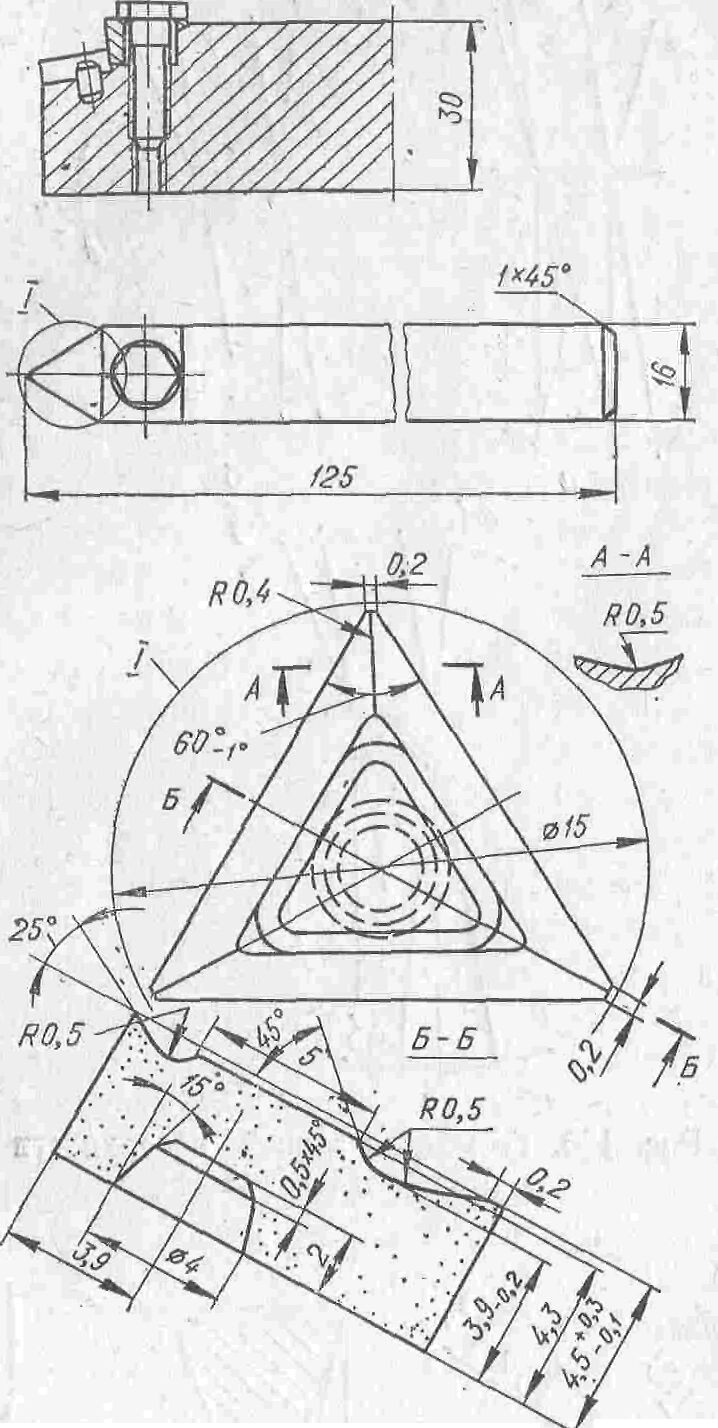
Рис. 162. Резьбовой резец с нелеретачиваемой пластинкой
Стержневые резьбовые резцы с припаянными пластинками твердого сплава допускают относительно небольшое число переточек. Поэтому применяются призматические и круглые резьбовые резцы, которые являются разновидностью фасонных резцов.
Призматические резцы служат только для изготовления наружной резьбы, круглые — для наружной и внутренней. Значительно чаще применяются круглые резьбовые резцы. Они просты в изготовлении и удобны в эксплуатации. Круглые резцы для наружной резьбы выполняются обычно насадными (рис. 163, а), а для внутренней резьбы — хвостовыми (рис. 163, б). На рис. 164 показана схема определения режущей кромки резца, предназначенного для нарезания резьбы. Изображен профиль резьбы СВА в сечении I—I, идущем параллельно плоскости проекций Н. При винтовом движении этого профиля и создается винтовая поверхность резьбы. На профиле резьбы выбрана базовая точка А, через которую проведена под выбранным передним углом у передняя плоскость Р.
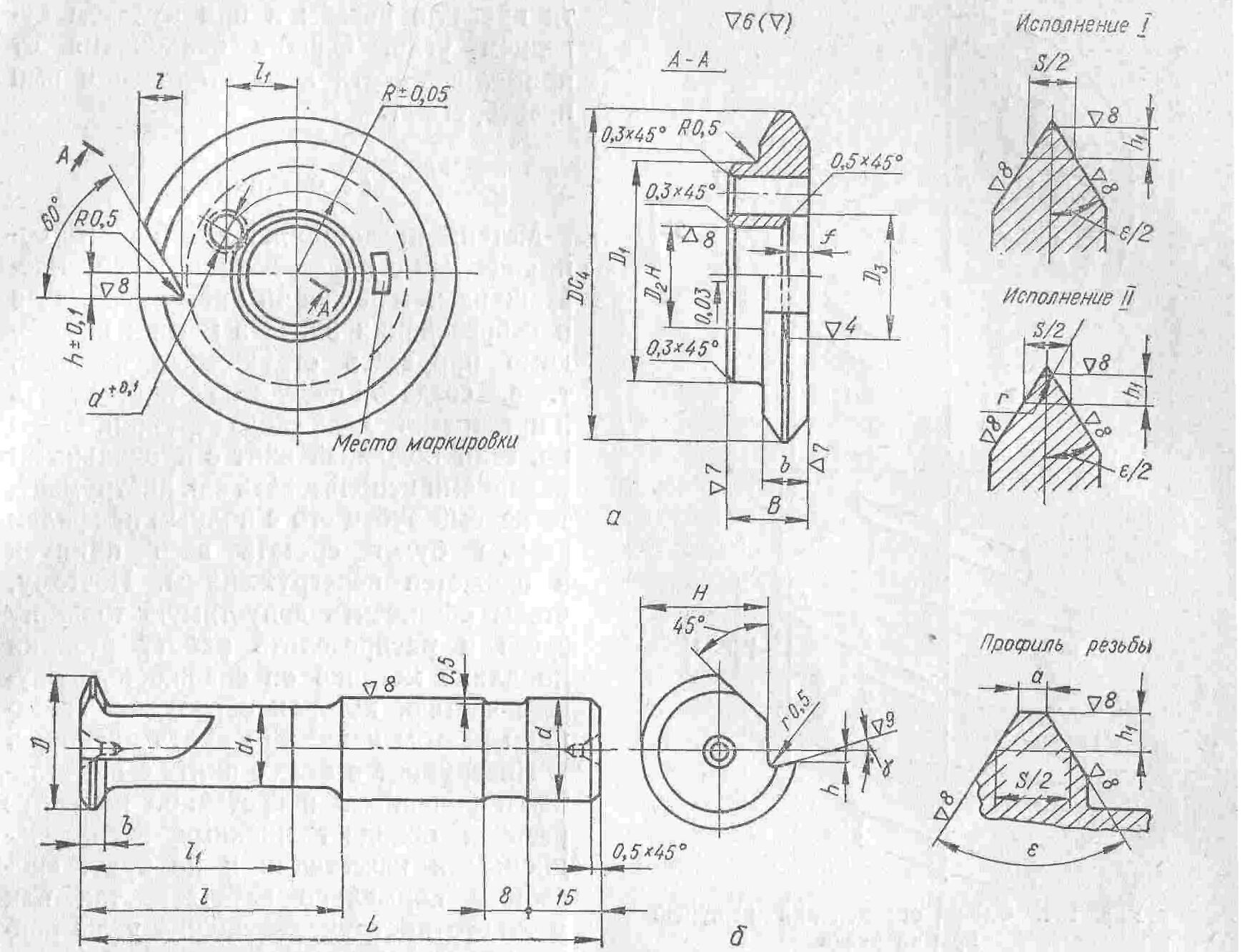
Рис. 163. Круглые резьбовые резцы
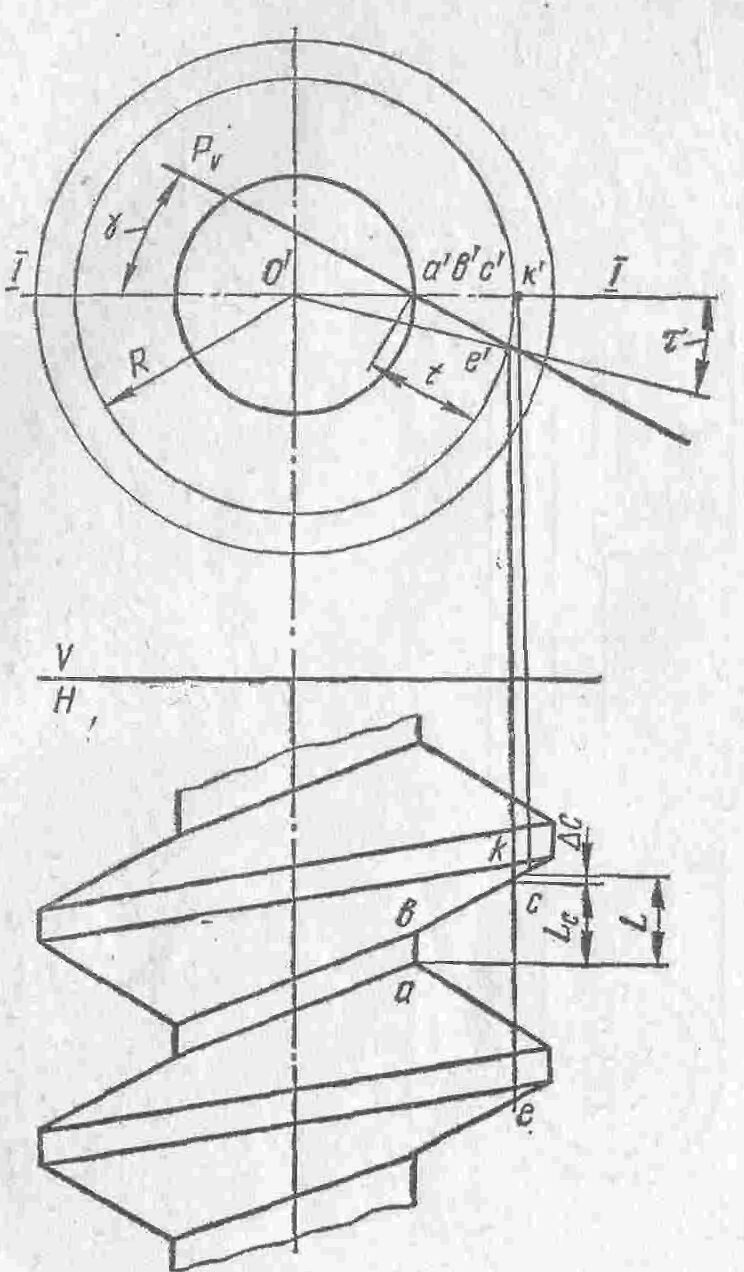
Рис. 164. Схема определения режущей кромки резца
Рассмотрим случай, когда передняя плоскость Р параллельна оси детали. Для нахождения произвольной точки К режущей кромки проведено цилиндрическое сечение, концентричное оси детали, через выбранную точку С профиля резьбы. Радиус этого цилиндра обозначен через R. Цидиндрическое сечение пересекается с поверхностью резьбы по винтовой линии, создающейся при винтовом движении выбранной точки С. Точка пересечения этой винтовой линии с передней плоскостью и будет точкой режущей кромки резца. Винтовое движение точки С разложим на два движения: вращательное вокруг оси детали и, согласованное с ним, поступательное перемещение вдоль оси детали.
Чтобы точка С, совершая вращательное движение, оказалась в передней плоскости Р, она должна повернуться от своего первоначального положения на угол ТАУ вокруг оси детали и расположиться на прямой ЕК пересечения передней плоскости и цилиндрического сечения радиуса R. За время поворота на угол ТАУ точка С сместится вдоль оси детали на величину ДЕЛЬТА С равную:
где S — шаг резьбы.
Откладывая величину ДЕЛЬТА С вдоль оси детали от точки С, находим на прямой ЕК искомую точку К режущей кромки резца. Расстояние ДЕЛЬТА С в истинную величину проектируется на плоскость Н, где оно и наносится на чертеж. Аналогично точке К могут быть найдены другие точки режущей кромки — АВК. Рассматривая приведенное графическое построение, можно вывести аналитические зависимости для расчета формы режущей кромки резца.
Угол ТАУ определяется по формуле:
где Rа — радиус базовой точки А профиля детали, через которую проводится под углом ГАММА передняя плоскость Р. Высота t профиля режущей кромки в произвольной ее точке К будет равна:
Расстояние L от произвольной точки К. режущей кромки до базовой точки А, измеренное вдоль оси детали, равно:
где Lс — расстояние от базовой точки А профиля резьбы до произвольной точки С.
При известной форме режущей кромки задняя поверхность призматических резьбовых резцов описывается режущей кромкой при ее прямолинейно-поступательном перемещении, а у круглых резцов задняя поверхность создается при вращательном движении режущей кромки вокруг оси резца, аналогично обычным фасонным резцам, Поэтому профиль задней поверхности фасонных резьбовых резцов подсчитывается по формулам, справедливым для обычных фасонных резцов. Однако в эти формулы необходимо подставлять величины, соответствующие найденной выше форме режущей кромки резьбовых резцов.
Анализ показывает, что при ГАММА не равным 0 профиль режущей кромки и профиль задней поверхности резьбового резца, как призматического, а также и круглого, будет несимметричным для правой и левой сторон его.
Круглые резьбовые резцы, в отличие от стержневых и призматических, не обеспечивают строгой прямолинейности профиля резьбы и при нулевом переднем угле. Однако отклонения от прямолинейности незначительны и ими пренебрегают.
Назначение и типы | Оглавление | Метчики
|
ПРОДАЖА инструмента |
Copyright © 2007-2009, Фреза, сверло, резцы, метчики, плашки, развертки и другой инструмент в Москве. All rights reserved