ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
| ФРЕЗЫ |
| СВЕРЛА |
| РЕЗЦЫ |
| МЕТЧИКИ |
| ПЛАШКИ |
| РАЗВЕРТКИ |
| ПРОТЯЖКИ |
| ЗЕНКЕРЫ |
| Резание металлов |
| ИЗМЕРЕНИЕ |
Алмазные резцы | Оглавление | Назначение и основные типы фрез
Резцы
Фасонные резцы
§ 1. Основные понятия
Резцы с фасонной режущей кромкой применяют для обработки поверхностей вращения цилиндрических и винтовых поверхностей на токарных и револьверных станках, автоматах и полуавтоматах. Схема обработки поверхности вращения фасонным резцом показана на рис. 29. В процессе обработки заготовка быстро вращается вокруг своей оси, а резец совершает движение подачи. Наиболее часто движение подачи является поступательным. Оно может осуществляться в радиальном направлении. Резцы с таким направлением подачи называют радиальными (рис. 29, а). В процессе обработки направления движения подачи одной или нескольких точек режущей кромки такого резца пересекает ось детали.
Фасонные резцы с осевой подачей применяют при обработке односторонних профилей, не имеющих кольцевых канавок или выступов, а также при обработке торцовых фасонных поверхностей (рис. 29,6). По сравнению с радиальными резцами при обработке ступенчатых деталей рассматриваемые резцы срезают меньшие сечения, а силы резания будут меньшими. Это позволяет обрабатывать менее жесткие детали.
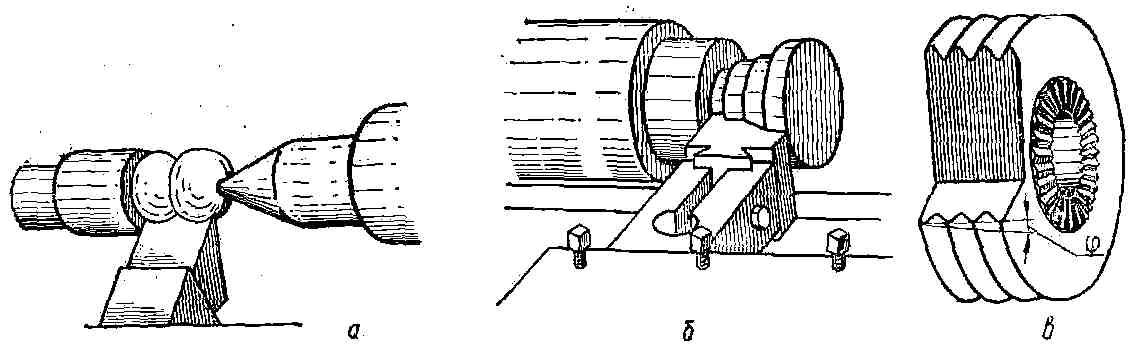
Рис. 29. Схемы обработки поверхности вращения фасонным резцами
Направление подачи различных точек режущей кромки фасонного резца может касаться обработанной поверхности детали. Фасонные резцы с таким направлением подачи называют тангенциальными фасонными резцами (рис. 29, в). Произвольная точка режущей кромки такого резца начинает резание в точке А, а заканчивает работу в точке В, При дальнейшем движении подачи резец металла не снимает, поэтому детали получаются идентичными, по размерам, независимо от того, в какой момент времени выключено движение подачи.
Некоторое распространение находя фасонные резцы с вращательным движением подачи. Такие резцы могут быть радиальными и тангенциальными. У тангенциальных резцов режущая кромка описывает поверхность вращении И касающуюся поверхности детали Д. В этом случае размеры обработанной поверхности детали не зависят от момента выключения движения подачи.
Часто фасонные резцы используются на строгальных, долбежных или специальных станках при обработке цилиндрических поверхностей.
В процессе обработки резец относительно детали совершает поступательное движение резания, направление которого совпадает с образующей цилиндрической поверхности, и движение подачи. Обычно такие резцы проектируются как резцы радиального типа, у которых направление поступательного движения подачи перпендикулярно образующим. Например, резцы зубодолбежиых головок, предназначенные для одновременной обработки всех зубьев цилиндрических зубчатых колес.
Фасонные резцы для обработки цилиндрических поверхностей могут иметь вращательное движение подачи и проектироваться как резцы тангенциального типа. При вращательном движении подачи режущая кромка резца описывает поверхность вращения, касающуюся поверхности детали. В результате этого движения любая точка режущей кромки в определенный момент времени входит в контакт с материалом заготовки и срезает его, а затем выходит из соприкосновения с заготовкой. Поэтому, как и у тангенциальных резцов, в этом случае момент выключения подачи резца не оказывает влияния на размеры детали.
Обработка винтовых поверхностей фасонными резцами производится при винтовом движении резания. В результате этого движения винтовая поверхность детали скользит «сама по себе». Кроме движения резания при обработке винтовых поверхностей фасонный резец после каждого прохода углубляется в материал заготовки до получения полного профиля винтовой поверхности. Рассматриваемые резцы наиболее часто применяют при обработке резьбы.
По форме задней поверхности, особенностям конструкции фасонные резцы делятся на стержневые, призматические и круглые. Стержневые фасонные резцы (рис. 30, а) подобны обычным токарным резцам, но имеют фасонную режущую кромку, соответствующую форме поверхности детали. Эти резцы имеют малое число переточек и в серийном производстве используются редко. Закрепляются они в суппорте как обычные резцы.
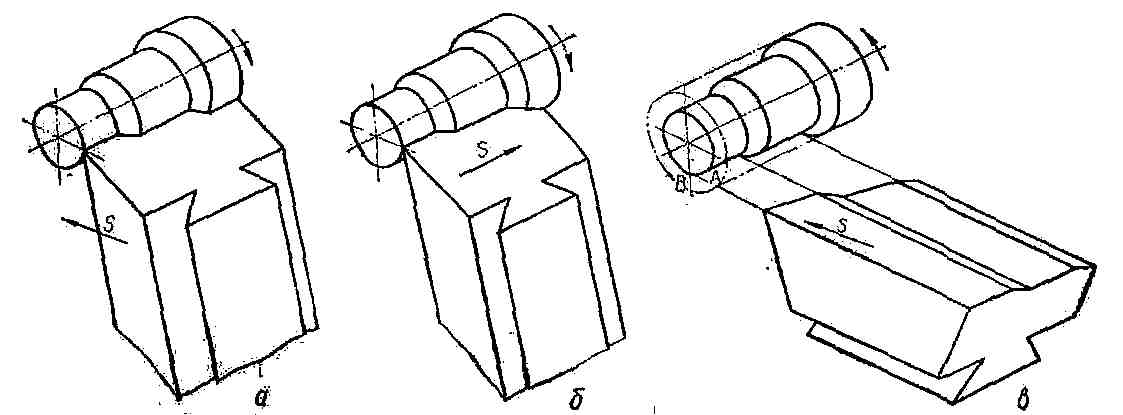
Рис. 30. Типы фасонных резцов
Призматический фасонный резец представляет собой призму (рис. 30, б). Одна из боковых граней имеет фасонную цилиндрическую поверхность и служит задней поверхностью, а одна из плоских торцевых граней служит передней поверхностью. Задние углы на фасонной режущей кромке такого резца создаются за счет его наклонной установки в державке. Круглый фасонный резец (рис. 30, в) является телом вращения, у которого вырезан угловой паз, для создания передней плоскости и пространства для схода стружки. Ось резца устанавливается выше оси детали, поэтому на фасонной режущей кромке создаются положительные задние углы. Дисковые фасонные резцы просты в изготовлении и допускают большое число переточек, но крепятся менее жестко и обычно применяются для обработки деталей с меньшими глубинами профиля, чем призматические фасонные резцы.
У круглых резцов, ось которых параллельна оси детали, задние углы на участках режущих кромок, перпендикулярных оси детали, равны нулю. На этих участках задняя поверхность, создающаяся при вращении режущей кромки вокруг оси резца, является торцевой плоскостью. В процессе работы резца эта плоскость соприкасается с соответствующей торцевой плоскостью детали. Из-за этого на рассматриваемом участке режущей кромки не создается зазор между материалом заготовки и задней поверхностью, что снижает режущую способность резца. Такое же явление наблюдается и у призматических резцов при их обычной установке.
Чтобы получить положительные задние углы на участках режущих кромок, перпендикулярных оси детали, применяют круглые фасонные резцы с наклонным расположением оси под углом ФИ по отношению к оси детали и призматические фасонные резцы с наклонным расположением базы крепления (рис. 31, а).
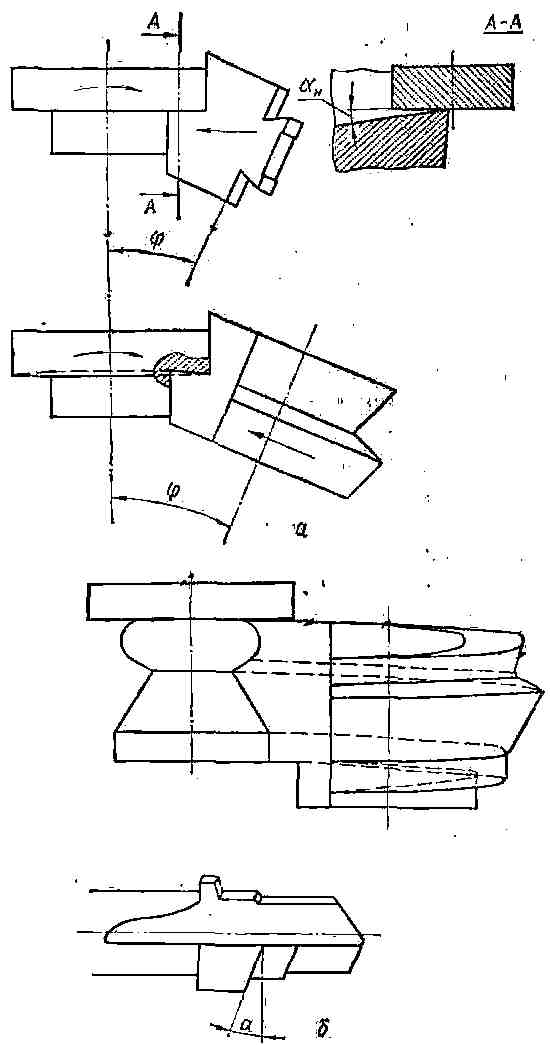
Рис. 31. Фасонные резцы с наклонной установкой и винтовой задней
В необходимых случаях при наклонной подаче рассматриваемых резцов становится возможным обработка «поднутрений» на детали. С целью получения положительных задних углов у круглых резцов может создаваться также винтовая задняя поверхность (рис. 31, б). Такие резцы особенно пригодны для расточки ступенчатых каналов с осевой подачей. Они могут изготовляться с хвостовиком, служащим для их крепления. Передняя поверхность фасонных резцов в большинстве случаев является плоскостью. Передняя плоскость может располагаться под определенным передним углом ГАММА параллельно оси детали (рис. 32, а). В общем же случае, фасонные резцы имеют двойной наклон передней плоскости, когда ее положение характеризуется не только передним углом ГАММА, по и углом наклона режущей кромки ЛЯМБДА (рис. 32, б).
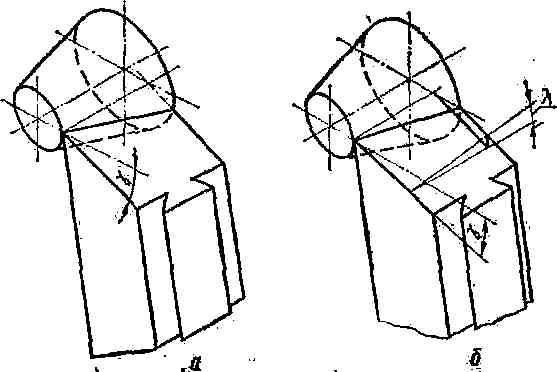
Рис. 32. Положение передней плоскости резца
Такие резцы используются при повышенных требованиях в отношении соблюдения формы и точности обработки конических участков поверхностей деталей.
§ 2. Геометрические параметры режущей части фасонных резцов
......§ 3. Графические профилирование призматических резцов
......§ 4. Аналитическое профилирование призматических резцов
....Алмазные резцы | Оглавление | Назначение и основные типы фрез
|
ПРОДАЖА инструмента |
Copyright © 2007-2009, Фреза, сверло, метчик, плашка, развертка, резцы и другой инструмент в Москве. All rights reserved